JOURNAL OF COMPUTER SCIENCE AND ENGINEERING, VOLUME 5, ISSUE 2, FEBRUARY 2011 1
Programming Goals Model for Remanufacturing in Reverse Logistics Environment M. Benaissa and A. Kammoun
Abstract-- Increasing interest in re-use of products and materials is one of the consequences of growing environ-mental concern throughout the past decades. Reverse logistics may be useful for solving waste-induced environmental pollution problems that company development. This paper discusses the remanufacturing process of reusable parts in reverse logistics. This study presents a determinist multi-product and multi-planning step model of a remanufacturing in a reverse logistics system. The proposed model is formulated using the mathematical "standard" and "lexicographic" programming goals. Keywords-- Reverse logistics; Remanufacturing; Goal programming; scheduling
—————————— � —————————— of a product used by the customer, at least in its original specification.
1 INTRODUCTION
I
n the supply chain management, recent attention has been given to extending the traditional forward supply chain to incorporate a reverse logistic element owing to liberalized return policies, environmental concern, and a growing emphasis on customer service and parts reuse. Firms are beginning to recognize the importance of effective reverse logistics systems. Government regulations with respect to the storage, handling, transport and disposal of residuals from manufacturing processes have forced organizations to establish formal disposal systems. Reverse logistics represents the process by which organizations recover by-products and residuals for reuse, resale, remanufacturing, recycling or disposal. Firms may engage in reverse logistics activities for any number of reasons, such as return of defective mechanize to a supplier, recycling by-products from a manufacturing process, or a government-mandated product recall [1]. Remanufactured products and components, in principle, serve the same function and are of the same quality as new products. By utilising recovered end-of-life parts, remanufacturing should be able to reduce the environmental and economic costs of manufacturing and disposing of products and components. Remanufacturing allows for reusable components and recoverable materials reenter the supply chain for future reuse or new product fabrication [2]. Remanufacturing is the returning process ————————————————
• M. Benaissa University of Sfax, National School of Engineers (ENIS) ,REGIM Laboratory • A. Kammoun University of Sfax, ISGIS,LOGIQ Laboratory
The resulting product has a guarantee that is at least equal to that of a newly manufactured equivalent [3]. The used products are considered better than the originals and may even fulfill their original function. Sometimes a weakness or defect discovered in the original design will be corrected in the process of remanufacturing. In addition, these products are cheaper than the original, which makes them more attractive to the consumer. Public concern with sustainable development has created opportunities for organizations to market their `green' products and manufacturing practices to consumers as a means of differentiation. Finally, as the costs of directing unwanted materials to landfills continue to increase, firms are exploring economically viable alternatives for disposal. In view of depleted landfill and incineration capacities efforts are made to reintegrate used products into industrial production processes for further use. Remanufacturing brings a product or product part up to an as-new quality. Since remanufacturing is often cheaper than manufacturing, this type of recovery can lead to considerable cost savings. The rest of the paper is structured as follows: following this introduction, a literature review and related research work are illustrated in Section 2; this is followed by Section 3 which provides a discussion of our research problem and the conceptual model; In the fourth section, the model is formulated using the standard program with goals and a mathematical formulation using the lexicographic goal programming is proposed in the f section 5. Section 6 concludes the paper and provides suggestions for future research in remanufacturing.
© 2011 JCSE http://sites.google.com/site/jcseuk/
JOURNAL OF COMPUTER SCIENCE AND ENGINEERING, VOLUME 5, ISSUE 2, FEBRUARY 2011 2
2 LITERATURE REVIEW The remanufacturing of used products is an area addressed in the literature on reverse logistics. The topics covered relate to problems of quality prediction, the demand uncertainty, management of parts lists, obsolescence of products, product design, planning and inventory management [4]. [5] addressed the influence of the demands in the past production periods to the future return of end-of-use products. [6] gave a numerical comparison of alternative strategies for product remanufacturing and disposal. [7] focused on the two flow characteristics and return process that occurred in the remanufacturing/manufacturing combined production system. [8] analyzed the whole supply loop from forward manufacturing to remanufacturing and presented a generalized overview of a reverse manufacturing process for computers based on their definition of remanufacturing. They also described in more detail the important aspects and challenges in the acquisition, assessment, disassembly and reprocessing of computer equipment as it moves through their reverse manufacturing process. [9] discuss the characteristics of the remanufacturing environment to distinguish from other manufacturing environments and examine the production planning and control function of remanufacturing firms. Many analytic and quantitative approaches are also found in various problems such as forecasting, production planning/control, inventory control/management, and location. A good overview on quantitative models for recovery production planning and inventory control is given by [9]. Many analytic and quantitative approaches are also found in various problems such as forecasting, production planning/control, inventory control/management, and location. A good overview on quantitative models for recovery production planning and inventory control is given by [9]. [10] provided an extensive review of uncertainty modeling in general production planning. As to remanufacturing, two types of uncertainty were addressed by researchers: product return uncertainty and demand uncertainty. Most works in remanufacturing used analytical models and simulation models to address impact of return uncertainties to logistics network design and inventory control policies. [11] proposed general twostage stochastic mix integer model for reverse logistics network design considering product demand and return uncertainty. Capacity limits and multi-product were also considered in their model which was solved using standard B&B techniques. [12] developed a similar two stage stochastic programming method for network design of a closed loop system. [13] propose an hybrid method for production planning in manufacturing. Each planning period, the quantity of production and the return of the products used must be determined. The authors consider the case of multiple products and multi-structured. [14] investigated the impact of quality uncertainty to reverse logistics with stochastic demands in a single-period setting. The conditions to use only one of the collection sites are identified based on optimal system profitability. [15] also impact of the sorting procedures to the cost of
reverse logistics considering the uncertainty about the remanufacturability of used products. For the inventory control of remanufacturing, [9] studied an optimal inventory control for combined reverse products with independent stochastic item returns. [16] addressed the safety stock planning in a closed loop supply chain with external and internal stochastic product return and reuse. [17] propose a general structure of a system of remanufacturing in the planning of the reverse logistics chain. The modeling of the planning problem is formulated by Linear Programming in Mixed Numbers (LPMN). The objective function seeks to maximize the profit of the company taking into account a number of capacity constraints. The proposed sensitivity analysis shows that there is a minimum capacity for each workshop - or collection, disassembly, repair - which ensures the maximum profit of the industry. [18] address the problem of economic batch scheduling (economic batch scheduling problem) product remanufacturing in the case of a system of multi-product production. The demand is met by both types of products (new and remanufacturing). The objective of this research is to determine the duration of the process of remanufacturing and the date of commencement of production of a batch re-machined. It is assumed that all returns are remanufacturing, absence of rejection and the production lines are separated.
3. PROBLEMATIC AND CONCEPTUAL MODEL The main of a production system planning is to provide coordination between sub-systems to keep a regular flow of materials for a workshop to another and ensure that the planned dates are met. Theoretically the problem of production planning in a workshop to remanufacturing is addressed by [19]. Much work eg [20] consider the problem of a single-period with only two categories of returned products, good units are remanufacturing at the same cost, while bad units are otherwise recovered (recycled , disassembled for use as spare). [21] addresses the problem of planning in the case of a single product, single period and demand uncertain. Other studies recognize that the cost of remanufacturing is dependent on the quality of returned products. Most work in this context implies two kinds of return (good and bad) and treats the remanufacturing system in the case of a single type of product. The process of remanufacturing is usually treated in the literature as a second type of production, final demand can be satisfied either by a new product or remanufacturing. In our work we present the process of remanufacturing as a source of raw material acquisition demand for raw materials is met by remanufactured components and/or purchased. From a general structure of the system of remanufacturing presented in the literature, we proposed a remanufacturing planning model of and multi-product, multi-period more realistic which helps the decision maker to meet its needs and minimize acquisition costs (supply) of raw materials. We assume that demand and return amounts are deterministic and the types of
© 2011 JCSE http://sites.google.com/site/jcseuk/
JOURNAL OF COMPUTER SCIENCE AND ENGINEERING, VOLUME 5, ISSUE 2, FEBRUARY 2011 3
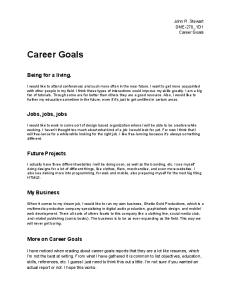
returned products are known. All returned products will be disassembled into components to be subsequently classified into three categories: good, reusable or nonreusable (waste). The industry can make use of the provider in case of over capacity. The objective of the model is determined by the number of returns: the number of products sent to the provider, the quantities of components disassembled, the quantities to be purchased from the external supplier and quantities of components refurbished available stock at time t, minimizing the costs of the system and taking into account the goals determined by the decision maker. Our system begins with used and end of life products returns that will be stored in the collection site. The products will be disassembled in the disassembly site according to a determined capacity and any excess will be sent to sub-contractors (provider service). All components disassembled are classified into three categories: good, reusable or non-reusable (waste). After remanufacturing, the components will be refurbished with good stored disassembled components, such as processed and new (purchased) to meet production needs. For this model the manufacturer seeks to minimize the costs of remanufacturing and the cost of buying new components, as the rate of return can never be equal to 100%. Manufactur
Retailer
Wholesaler
Customer
er
Returned products Remanufacture d parts
Extarnal
Remanufact
supplier
uring Good parts
Invento
Subcontractor Product
Remanufacture d components Réutilisables parts Remanufat
Disassembly
uring site
site
Product
Collection site
Wastes
Wastes
Generally the concept of delay is a problem found in each type of workshop and production for various causes. This problem of delay obliges the industry to incur penalties and an increase in additional costs which may decrease in a manner observable profits. Finally, the decision maker seeks the integration of all product types p and i part in the process of remanufacturing to ensure the activity of all the workshops and do not bear the additional costs of inactivity.
4
MODEL FORMULATION: MATHEMATICAL PROGRAMMING GOALS ( STANDARD FORM)
4.1 Mathematical Formulation: Standard GP In this research work, our interest is limited to a particular model among the family of mathematical programming models with multiple objectives; it is the programming model with goals "Goal Programming (GP). The GP is an extension of linear programming (LP), one of the models of mathematical programming with multiple objectives the best known. This model allows to take account of several objectives (qualitative and / or quantitative), often contradictory, in an issue of choice of the most satisfactory among a set of potential actions. Specifically, this model is to find a solution that minimizes deviations from the goals set by the decision maker for each objective. These deviations can be positive, in the case of exceeding the goal, or negative, in the case. Moreover, the decision maker can assign a relative importance to different types of deviations (variances). The search for the optimum amounts to minimize these differences in order of priority of each. Thus, instead of clinging to the optimum goal, his approach mathematical approach to everyday reality. It is based on a philosophy of satisfaction and it can be seen as a technical expression of human behavior often tainted by ambiguity. This is different from the philosophy of value generally adopted in the mathematical programming. In standard GP, the decision is primarily responsible for setting goals for the objectives it has previously determined. His involvement in the decision making process usually stops at this stage, the GP is considered as a model that can be classified in both methods that do not include preferences of the decision-maker. Nomenclatures for the proposed model are summarized as follows:
Disposal site
Fig. 1. Conceptual framework for remanufacturing system
Indices p i t
A safety stock is provided at the workshops storage of returned products and components refurbished to protect the company against the uncertainty of returns and the availability of components on the market. The waste is composed of a percentage of untreated components disassembled and the other being remanufacturing.
Product index, p = {1, . . .,P} Part index, i = {1, . . ., I} Time period, t = {1, . . .,T}, (T: planning horizon) Deviation index, h= {1,…., H} .
h Parameters Rit
The required quantity of part i at time t
CPpt BOMpi
The collected quantity of product p at time t The number of part i from disassembling
© 2011 JCSE http://sites.google.com/site/jcseuk/
JOURNAL OF COMPUTER SCIENCE AND ENGINEERING, VOLUME 5, ISSUE 2, FEBRUARY 2011 4
CSCpp RCpp DCpi VParti PICp
λ i CPICp DspCi DSUCp DSVCp OUTCp RSCi RVCi PICi PPCi DIDC RIDC Yit
Pi Ss1 Ss2 dh- , dh+ Bit RSUit DSUpt OUTpt OPartit
one unit of product p The capacity of process in the collection site The capacity of the remanufacturing site The capacity of the disassembly site The volume occupied by one unit of part i The inventory capacity of the part inventory The upper bound of disposal rate for disassembled part i The unit inventory holding cost of collected product p in the collection site The disposal cost of disassembled part i The set-up cost for disassembling collected product p The unit operation cost for disassembling collected product p The subcontract cost for product p The set-up cost for remanufacturing disassembled part i The unit operation cost of remanufacturing disassembled part i The unit inventory holding cost of part i in the part inventory The unit purchasing cost of part i from supplier at time t The idle cost of the disassembly facility The idle cost of the remanufacturing facility The delay Time of the component i Yit = treatment duration - Actual duration of treatment Delay penalty Safety inventory of returns product p Safety inventory of part i The Goal h deviations (respectively negative and positive) The number of good parts i (that does not require treatment) The binary variable for set-up of remanufacturing part i at time t The binary variable for set-up of disassembly product p at time t The number of outsourcing product p at time t The number of part i from subcontractor at time t, P
∑
PPartit PIit DPartit
BOM pi OUT pt OPartit = p = 1 The number of purchased part i at time t The inventory level of part i at time t The number of disassembled part i at time t,
Using above indices and parameters set by the decision maker; the mathematical formulation with goal programming standard for this problem can be stated as follows. H = 12
∑
Min
+ h
d
h =1
Subject to T
P
∑ ∑ t =1
CPIC
p
CPI
OUTC
p
OUT
T
P
∑ ∑ t =1
+ 2
-d
pt
− 2
+ d
= g
2
+ d
3
,
p =1
T
P
∑ ∑
DSUC
t =1
p =1
T
P
∑ ∑ t =1
p =1
T
I
t =1
p
DSVC
DSU
DP pt - d
p
∑ ∑ DspC
-d
pt
+ 4
+ 3
= g3,
+ d 4- = g 4 ,
WPart it - d 5+ + d 5- = g 5 ,
i
i =1
T
I
∑ ∑ t =1
RSC i RSU
− d 6+ + d 6− = g 6
it
i =1
T
I
∑ ∑ t =1
RVC i RPart
− d 7+ + d 7− = g 7 ,
it
i =1
T
I
∑ ∑ t =1
i =1
T
I
PIC
∑ ∑
PI
i
it
i =1
T
P
∑ ∑ ( 1-DSU t =1
p =1
T
I
pt
∑ ∑ ( 1-RSU t =1
i =1
T
I
- d 8+ + d 8- = g 8 ,
PPC i PPart
t =1
∑ ∑ t =1
− d 1+ + d 1− = g 1 ,
pt
p =1
it
( RPart
− d 9+ + d 9− = g 9 ,
it
)DIDC − d 10+ + d 10− = g 10 ,
) RIDC − d 11+ + d 11− = g 11 ,
it
× Pi × Y it ) − d 12+ + d 12− = g 12 ,
i =1
P
DPart
it
∑
=
BOM
pi
DP pt ,
∑ BOM
pi
OUT
∀ i,t
p =1
P
OPart
it
=
pt
∀ i, t
,
p =1
P
∑ DPartit =
BOM
pi
DP
CP pt + CPI
pt
p = 1
Decision variables DPpt RPartit WPartit CPIpt
RPart
The number of disassembled product p at time t The number of refurbished part i at time t The number of disposed part i at time t, RPartit = DPartit _ WPartit The inventory level of product p at time t
p,t- 1
= OUT
+ WPart
it
it
pt
+ DP pt
+ B it
+
CPI
= DPart
pt +
it
,
Ss 1 , ∀ p, t ∀ i, t
RPartit + PPartit + OPartit + PIi , t −1 + Bit = Rit + PIit + Ss2 ,∀i, t I
∑
VPart
i
PI
i =1
© 2011 JCSE http://sites.google.com/site/jcseuk/
it
≤ PICp,
∀t
JOURNAL OF COMPUTER SCIENCE AND ENGINEERING, VOLUME 5, ISSUE 2, FEBRUARY 2011 5
OUT
DP
+ DP
pt
≤ DCp
pt
RPart
RPart
DP
≤ CSCp
pt
≤
∀ i, t
,
M RSU
T
∑
i
it
≤ M DSU
pt
∀ p, t
,
∀ p,t
,
≤ RCp
it
it
p
p
∀ i, t
,
∀ p, t
,
pt
T
WPart
it
≤ λi
T
∑
t =1
DPart
it
+ µ
t =1
B it ≤ v i DPart
i
∑
RPart
it
,
∀i
t =1
it
∀ i, t
,
RSUit ∈ {0,1}, ∀i,t {0
DSU
pt
∈
OUT
pt
,DP
,1 },
pt
,CPI
∀ p,t
pt
≥
0,
∀ p,t
RPartit , PPartit ,OPartit ,WPartit ,PI it , B it , DPartit≥ 0,
d +h , d -h ≥ 0, ∀ h The objective function (1.1) is to minimize all positive deviations that can remove the final solution of the decision maker goals. The constraints (1.2): (1.13) are the goal constraints of the model. They express the positive and negative deviations, which represent the difference between the levels of achievement of objectives determined by the decision maker and goals gh. The constraint (1.2) describes the goal g1 of which objective is to minimize inventory costs at the collection site. The constraint (1.3) defines the goal g2 of which objective is to minimize of the outsourcing products cost. The constraint (1.4) describes the goal g3 of which objective is to minimize of the products returned cost installing to the disassembly site and the constraint (1.5) defines the goal g4 set for the costs of disassembly. The constraint (1.6) defines the goal g5 corresponding to the objective of minimizing the wastes parts. The constraint (1.7) describes the value of g6 goal of which the objective is to minimize of installation costs of the part i remanufacturing site, while the constraint (1.8) describes the goal g7 of which the objective is to minimize the costs part remanufacturing. The constraint (1.9) presents the g8 goal fixed for the cost of inventory part i. The constraint (1.10) fixes the g9 goal of which the objective is the reducing of the purchasing cost new part i. The constraints (1.11) and (1.12) defines the goals respectively g10 and g11 the burden associated with inactivity site disassembly and remanufacturing. Finally, the constraint (1.13) describes
the goal g12 penalty on the total cumulative delay. The company seeks to minimize the1.20 costs of the process of remanufacturing taking into account the objectives and the hardware capabilities. 1.21 The constraints (1.14) and (1.15) calculate the number of part i respectively from disassembled products and 1.22 outsourced. The constraints (1.16) , (1.17) and (1.18) are forced to balance between the p, i and the part of the inventory in different stages of the process; The constraint 1.23 (1.16) ensures the balance between input and the output of the site collection. The sum of the product returned to p t and stored at t-1 should be sent to the site of disassembly 1.24 (by capacity), the provider must ensure the safety inventory and the rest is inventory on t. The constraint 1.25 t the sum of the (1.17) ensures that at each period component i disassembled is shared between the three sites: disposal, remanufacturing1.26and inventory. The constraint (1.18) provides that the sum of the part i remanufactured, purchased, contracted out, inventory at t-1 1.27need of production, disassembled and must meet the safety inventory and the rest is inventory to t. The constraint (1.19) ensures that the inventory of parts 1.28 may not exceed the predetermined capacity, and the constraint (1.20) ensures that the number of products within the site collection can not 1.29 exceed the capacity (CSCpp). The constraints (1.21) and (1.22) ensure that the quantities of products disassembled and remanufactured ∀i, part t 1.30of disassembly site cannot exceed the capacity (DCpp) and remanufacturing (RCpi), respectively. For the constraints (1.23) and (1.24) are 1.31 forced to install in the remanufacturing site and disassembly. The constraint (1.25) verifies that the firm can not exceed a predetermined level of waste. The constraint (1.26) defines the quantity expected good part in time t. Finally, constraints (1.27) and (1.28) define the binary variables and constraints (1.29) (1.30) and (1.31) verify the nonnegativity of decision variables and differences.
4.2 An illustrative example To validate our model we made, as a first step, an experiment with the following data: • • • •
• •
The system serves 3 different types of products each of which consists of 5 components. The planning is composed of 10 periods (weeks). The quantities of return and demand are determined. The reverse logistics network is composed of a single collection site, another for disassembly, a single disposal site and one site for remanufacturing. Transport costs between the different sites are assumed zero. The capacity of each site is limited.
We consider the same data for all periods. The results obtained by the CPLEX software are shows in Table 1.
© 2011 JCSE http://sites.google.com/site/jcseuk/
JOURNAL OF COMPUTER SCIENCE AND ENGINEERING, VOLUME 5, ISSUE 2, FEBRUARY 2011 6
Table 1. Numerical results of problem Execution Time(s)
83.05
In the next section we propose a modeling of the problem by programming with lexicographic goals (Lexicographic Programming Goals (LPG)) which allows the introduction of the decision-maker preferences for the classification of its goals in order of priority in order to have better planning.
Objective Function value
5
MODEL FORMULATION: MATHEMATICAL PROGRAMMING GOALS (LEXICOGRAPHIC FORM )
524 237
5.1 Mathematical Formulation: Lexicographic GP From the parameters and goals, the decision maker seeks to minimize the cost of returned products processing and the purchasing cost of new part by maximizing the use of material and financial resources. In a second step, we generated a set of data depending on the number of part of P
and i. We have kept the same site capacity. In all instances studied, the stress of activity was verified throughout the process and all types of products and part are introduced. By increasing the size of the problem, we note that the software CPLEX finds a difficulty in finding the optimal solution within a reasonable time, which requires the development of a heuristic.
In this variant of Goal Programming (GP), the objectives are prioritized according to the relative importance accorded to them by the decision maker. The mathematical formulation corresponding to this variant consists of a vector ordered " L" deviations for different objectives, which implies a minimization in the order of the different levels of priority "q" (Romero, 1991). The mathematical program of LPG (Aouni and al., 2006) is written as follows:
[
Lex min L = l1 (δ − , δ + ),......, lq (δ − , δ + )
]
Subject to n
∑a
ij
x j − δ i+ + δ i− = g i (i=1,2,…,p) ; C x ≤ c ( system
j =1
constraints) ; x
δ i+ etδ i− ≥ 0
j
≥ 0 ( j=1,2,…,n) ;
( i=1,2,…,p).
With
Fig. 2. Execution variation time by variation of the product quantity
gi
The fixed goal for I goal ( i= 1,2, …..,p)
xj
The j decision parameters (j=1,2,…,n)
a ij
Technological parameters;
C c q
The the system constraints matrix The available resources vector; The priority level ; The positive deviation
δ i+ δ i−
Fig. 3. Execution variation time by variation of the part number i
The negative deviation
In LPG, the decision-maker preferences may be taken into account in the model through two parameters. They are first introduced through the different levels of priority q part vector L. Second in priority levels themselves, the coefficients of importance (wi) can be assigned to the objectives in each priority level. The main risk of this method is the great importance attached to the listed first objectives. The best solution found for f1* the most important goal will make the algorithm converge to a restricted area of the state space and lock the points in a niche [22].
© 2011 JCSE http://sites.google.com/site/jcseuk/
JOURNAL OF COMPUTER SCIENCE AND ENGINEERING, VOLUME 5, ISSUE 2, FEBRUARY 2011 7
The decision maker has set a priority of its objectives. These objectives are grouped into two classes respected the follows priority order: Class1: Minimizing the costs of supply of raw materials, cost of outsourcing and cost of wastes. Class 2: Minimization of the cost of returned products treatment. Using different indices and parameters set by the decision-maker, the mathematical formulation of this problem using the model of LGP will be the following.
CP
+ CPI
pt
RPart
p,t- 1
= OUT
+ WPart
it
it
pt
+ DP
+ B it
pt
+
CPI
= DPart
pt +
it
,
Ss 1 , ∀ p, t ∀ i, t
RPartit + PPartit + OPartit + PIi ,t −1 + Bit = Rit + PIit + Ss2 ,∀i, t I
∑
VPart
i
PI
≤ PICp,
it
∀ t
i=1
OUT
pt
DP
≤
+ DP
≤
pt
CSCp
p
,
∀ p, t
Lex.min.L=
[(d
+ 9
+ d 2+ + d 5+ ), (d12+ + d10+ + d11+ + d 3+ + d 4+ + d 6+ + d 7+ + d1+ + d 8+ )
T
P
t =1
pt
CPIC
CPI
p
− d 1+ + d 1− = g 1 ,
pt
DCp
∀ p,t
,
p
2.1
RPart
Subject to
∑ ∑
]
≤ RCp
it
i
∀ i, t
,
≤ M RSU
RPart
it
DP
≤ M DSU
,
it
∀ i, t
2.2
p =1
T
P
∑
∑
t =1
OUTC
OUT
p
+ 2
-d
pt
+ d
− 2
= g
2
pt
p =1
T
∑
∀ p, t
T
WPart
it
≤ λi
∑
t =1 T
,
pt
,
DPart
it
2.3 T + µ i ∑ RPart
t =1
it
,
∀i
t =1
P
∑
∑
t =1
DSUC
p
DSU
-d
pt
+ 3
+ d
3
= g3,
p =1
T
RSU
P
∑ ∑
DSVC
t =1
p =1
T
I
DP
p
pt
+ 4
-d
+ d
4
B it ≤ v i DPart
= g 4,
it
∈ {0 ,1},
it
,
∀ i ,2.4 t
∀ i,t 2.5
DSUpt ∈{0,1}, ∀p,t
∑ ∑ t =1
DspC
WPart
i
-d
5
+ d = g5,
2.6
OUT pt ,DP pt ,CPI
i =1
T
pt
≥ 0,
∀ p,t
I
∑ ∑
RSC i RSU
t =1
i =1
T
I
∑ ∑ RVC RPart i
t =1
it
+ 5
it
− d 6+ + d 6− = g 6
it
− d 7+ + d 7− = g 7 ,
it
- d
2.7 RPartit , PPartit ,OPartit ,WPartit ,PI it , B it , DPartit≥ 0, ∀i, t
d
i =1
T
∑
t =1
PIC
i
PI
+ 8
+ d
8
= g 8,
h
≥ 0,
∀ h
2.8 2.9
i=1
T
I
∑ ∑
PPC
t =1
i =1
T
P
∑ ∑
PPart
i
( 1 -DSU
it
− d 9+ + d
= g 9,
− d 10+ + d 10− = g 10 ,
)DIDC
pt
− 9
p =1
T
I
∑ ∑ t =1
( 1 -RSU
it
− d 11+ + d 11− = g 11 ,
) RIDC
i=1
T
I
∑ ∑ t =1
, d
I
∑
t =1
+ h
( RPart
it
× P i × Y it ) − d 12+ + d 12− = g 12 ,
i =1
P
DPart
=
it
∑
BOM
pi
DP
pt
,
∀ i,t
p =1
P
OPart
it
=
∑ p =1
BOM
pi
OUT
pt
,
∀ i, t
Starting from the objective function (2.1) lexicographic GP model, we tend to minimize the positive 2.10to the priority given deviation of each objective according by the decision maker. Goals are classified into two classes depending on the choice of the decision maker. 2.11 Minimizing cost of supply was for him the most important goal to achieve, why he placed first in the class first followed by the objective of 2.12 minimizing the cost of outsourcing and the disposal. The second class contains the least important objectives (from 2.13 the viewpoint of decision-maker) also placed in order of priority: minimizing the cost of delay, minimizing the cost of 2.14 inactivity disassembly site and the remanufacturing site, minimizing the installation cost of the disassembly site, minimizing the cost of the disassembly operation of 2.15 returned products, minimizing the installation cost of the remanufacturing site, minimizing the cost of the part
© 2011 JCSE http://sites.google.com/site/jcseuk/
JOURNAL OF COMPUTER SCIENCE AND ENGINEERING, VOLUME 5, ISSUE 2, FEBRUARY 2011 8
remanufacturing, minimizing part inventory cost and minimizing inventory costs of returned product. The constraints (2.2) (2.13) form the constraints of the goal model, they express the positive and negative deviations, which represent the difference between the levels of achievement of objectives and goals gh; the constraint (2.2) describes the goal g1 of which objective is to minimize inventory costs at the site of collection. The constraint (2.3) defines the goal g2 of which the objective is to minimize of the outsourcing products cost. The constraint (2.4) describes the goal g3 of which the objective is to minimize the cost of the products returned installing to the site of disassembly and the constraint (2.5) defines the goal g4 set for the costs of disassembly. The constraint (2.6) defines the goal g5 corresponding to the objective of minimizing the burden of rejection of the components. The constraint (2.7) describes the value of g6 goal of which the objective is to minimize the part remanufacturing i site costs installation, while the constraint (2.8) describes the goal g7 of which the objective is to minimize cost of the part remanufacturing operation. The constraint (2.9) presents the g8 goal fixed for the cost of part inventory i. The constraint (2.10) fixes the g9 goal of which the objective is to reduce the acquisition cost of new part i. The constraints (2.11) and (2.12) define the goals g10 and g11 the burden associated with inactivity of disassembly and remanufacturing site. Finally, the constraint (2.13) describes the goal g12 penalty on the total cumulative delay. The company seeks to minimize the costs of the remanufacturing process taking into account the predetermined objectives as well as hardware capacity. The constraints (2.14) and (2.15) calculate the number of component i respectively from disassembled products and outsourced. The constraints (2.16) (2.17) and (2.18) are forced to balance between the p, i and the part of the inventory in different stages of the process; the constraint (2.16) ensures the balance between input and the output of the collection site. The sum of the returned product p in the t instant and inventory at t-1 should be sent to the site disassembly (by capacity), the provider must ensure the safety inventory and the rest is inventory on t instant. The constraint (2.17) ensures that at each period t the sum of the part i disassembled is shared between the three sites: disposal, remanufacturing and inventory. The constraint (2.18) provides that the sum of the part i remanufactured, purchased, contracted out, inventory at t1 disassembled and must meet the need of production, safety inventory and the rest is inventoried in t instant. The constraint (2.19) ensures that the quantity of part inventory may not exceed the predetermined capacity, and the constraint (2.20) ensures that the number of products within the site collection cannot exceed the capacity (CSCpp). The constraints (2.21) and (2.22) ensure
that the quantities of products disassembled and remanufactured part cannot exceed the capacity of disassembly site (DCpp) and remanufacturing (RCpi), respectively. For the constraints (2.23) and (2.24) are forced to install in the remanufacturing and disassembly site. The constraint (2.25) verifies that the firm cannot exceed a predetermined level of waste. The constraint (2.26) defines the good part quantity expected in time t. Finally, constraints (2.27) and (2.28) define the binary variables and constraints (2.29) (2.30) and (2.31) verify the non-negativity of decision variables and differences.
5.2 An illustrative example To validate the model proposed and formulated by the Lexicographic Goal Programming (LGP) we rely on the same assumptions and data sets presented earlier in the modeling by the standard GP. We present the results of the LGP model obtained by using the CPLEX software. From the parameters and goals, the decision maker seeks to minimize the cost of returned products processing and the acquisition cost of raw materials by maximizing the use of its resources and taking into account order of priority to each goal. The data relating to different costs, capacities, and quantities for each period are the same. The results of the first data set of the problem (P = 3, I = 5, T = 10) are presented in the table below. Table 2. Numerical results of problem Execution Time(s)
9.72
Objective Function value
767223
We note an increase in the value of the objective function compared to the result obtained by programming but standard (results is obtained by CPLEX). Thereafter, we generate a set of data by variation of the product number P and part number part i. The result as shown in Fig.4.
I. Fig. 4. Execution variation time by variation of the product quantity
© 2011 JCSE http://sites.google.com/site/jcseuk/
JOURNAL OF COMPUTER SCIENCE AND ENGINEERING, VOLUME 5, ISSUE 2, FEBRUARY 2011 9
Fig. 5. Execution variation time by variation of the part number i
Depending on the results, we note that the time resolution by the method increases with increasing the size of the problem. In this case, heuristics must be developed to have a solution in reasonable time.
6
CONCLUSION
This paper discussed a notion of remanufacturing system in reverse logistics environment. We addressed a problem of multi-period planning of a multi-product remanufacturing system. It is assumed that the quantities of returned products and the application is determined and that the different types of returned products are known. Each product returned must be disassembled into parts which are then classified into three categories: good, reusable and waste. We have proposed a modeling remanufacturing system by standard goal programming. In which we tried to introduce a number of constraints that help us to calculate the cost and quantity to satisfy the decision maker objectives. To do more we have developed a "lexicographic goal programming" model that integrate the classification of goals in order of priority depending on the choice of the decision maker. Our objective was to determine for each period t quantity of refurbished parts that are available, the number of parts to buy and the quantity available in stock to meet the needs of production at period t. Our research results can be guidelines on the relevant research. In terms of the model presented we have proposed a deterministic model, the quantities of return and the application is supposed known. When in reality the returns are stochastic given the vagueness of the reverse flow and the quantities requested. For modeling the proposed system we used in the first place of the standard model but with the programming (standard Goal Programming) whose economic function is composed of the sum of deviations from the goals set by the decision maker. These deviations are usually incommensurable units of measurement. Thus, the addition of these deviations from the goals has no real significance to the decision maker. It is therefore not possible for the decision maker to give an economic interpretation to the result provided
by the GP model in its standard form. In the second place, we have presented the modeling problem by lexicographic goal programming. Such modeling attaches great importance to the objectives placed at the first class which makes the algorithm converge to a restricted area of the state space. For resolution, we use an exact method "separation and evolution" that allows you to find the optimal solution. The algorithm for separation and evaluation progressive, better known as "branch and bound," is based on the enumeration and evaluation of possible solutions. It is a generic approach to solving optimization problems and in particular combinatorial optimization (discrete). However, this requires a large computing time because it is implicitly enumerating all possible solutions. In this case, to solve this problem a heuristic approach (eg a genetic algorithm) must be proposed.
7 END SECTIONS 7.1 Acknowledgments This work was supported in part by the CMPTM organization (Project code 08/TM/13 (sponsor and financial support acknowledgment goes here). Researchers that contributed information or assistance to the article should also be acknowledged in this organization. 7.2 References [1]. Pohlen, T. L. and Farris, T. M. “ Reverse logistics in plastics recycling”. Physical Distribution & Logistics Management 22(7), 3547. Romero, C., 1991. Handbook of critical issues in goal programming, Pergamon Press, Oxford,1992. [2]. Zhang,H.C.,Li,J.,Shrivastava,P.,Whitley,A. “Aweb-basedsystem for reverse manufacturing and product environmental impact assessment considering end-of-life dispositions”. CIRPAnnals Manufacturing Technology53(1),5–8,2004 [3]. Ijomah W., Childe S., McMahon C. “Remanufacturing a key strategy for sustainable development” Proceedings of the third international conference on design and manufacture for sustainable development, Lough borough, UK,2004. [4]. Lambert S., Riopel D. “ Logistique inverse : revue de littérature. Les Cahiers du GERAD p 6,2003. [5]. Hoshino, T., Yura, K., Hitomi, K., “Optimization analysis for recycle oriented manufacturing systems. International “Journal of Production Research 30 (8), 2069–2078,1995. [6]. Laan, E., “Product remanufacturing and disposal: a numerical comparison of alternative strategies” International Journal of Produc- tion Economics 45, 489–498,1996. [7]. Kasmara, A., Muraki, M., Matsuoka, S., Sukoyo, Suryadi, K., “Production planning in remanufacturing/manufacturing production system” In: Proceeding of Second International Symposium on Environmentally Conscious Design and Inverse Manufacturing (EcoDesign’01), pp. 708–713,2001. [8]. White, C.D., Masanet, E., Rosen, C.M., Beckman, S.L.,”Product recovery with some byte: an overview of management challenges and environmental consequences in reverse manufacturing in the computer industry”. Journal of Cleaner Production 11, 445–458,2003.
© 2011 JCSE http://sites.google.com/site/jcseuk/
JOURNAL OF COMPUTER SCIENCE AND ENGINEERING, VOLUME 5, ISSUE 2, FEBRUARY 2011 10
[9].
[10].
[11].
[12].
[13].
[14].
[15].
[16].
[17].
[18].
[19].
[20].
[21].
[22].
Guide Jr., Jayaraman V., Srivastava R. “The effect of lead time variation on the performance of disassembly release mechanisms” Computers & Industrial Engineering 36, p759–779, 1999a. Mula, J.,Poler,R., Garcı´a-Sabater, J.P.,Lario,F.C., “Models for production planning under uncertainty: are view” International Journal of ProductionEconomics 103, 271–285,2006. Salema, M.I.G., Barbosa-Povoa, A.P., Novais, A.Q., “An optimization model for the design of a capacitated multiproduct reverse logistics network with uncertainty“ European Journal of Operational Research 179, 1063–1077,2007. Lister, O., “A generic stochastic model for supply-and-return network design” Computers & Operations Research 34, 417– 442,2007. Lim C., Sim E. “Production Planning in Manufacturing/Remanufacturing Environment using Genetic Algorithm” GECCO’05, June 25-29, Washington, DC, USA. ACM 1-59593-010-8/05/0006, 2005. Zikopoulos, C., Tagaras, G.,” Impact of uncertainty in the quality of returns on the profitability of a single-period refurbishing operation”. European Journal of Operational Research 182 (1), 205–225,2007. Zikopoulos, C., Tagaras, G. “On the attractiveness of sorting before disassembly in remanufacturing”. IIE Transactions 40, 313–323,2008. Minner, S., “Strategic safety stocks in reverse logistics supply chains” International Journal of Production Economics 71, 417– 428,2001. Kibum K., Iksoo S., Juyong K., Bongju J. ”Supply planning model for remanufacturing system in reverse logistics environment” Computer and industrial engineering 51, p 279287,2006. Teunter R., Kaparis K., Tang O.”Multi-product economic lot scheduling problem with separate production lines for manufacturing and remanufacturing” European Journal of Operational Research 191, p 1241–1253,2008. Guide Jr., Teunter R., Van Wassenhove L. “Matching demand and supply to maximize profits from remanufacturing”. INSEAD/ Working paper series,2003; Ferrer G. “Yield information and supplier responsiveness in remanufacturing operations” European Journal of Operational Research 149, p 540–556,2003; Samar K., Huafan M. “Joint procurement and production decisions in remanufacturing under quality and demand uncertainty, International Journal of Production Economics, doi:10.1016/j.ijpe.2008.07.032,2008; Berro A. “Optimisation multi objectif et stratégies d’évaluation en environnement dynamique“ Thèse présentée à l’Université des Sciences Sociales Toulouse I,2001.
Dr. Mounir Benaissa, electromecanical engineer, is a professor at the and responsible for teaching production systems and the corresponding option. He is also an active member of IEEE-IAS and IEE-IAS chapter, he has undertaken studies and research on industrial problems of production and logistics. Amira kammoun is a PdD student and a member of LOGIQ laboratory in University of sfax.
© 2011 JCSE http://sites.google.com/site/jcseuk/